INFORMATION
チョック(軸受箱)の補修事例
補修工程紹介
今回のブログでは、チョック(軸受箱)の補修事例をご紹介いたします。
長期間使用したチョック(軸受箱)の内径が摩耗して不具合が発生していました。
摩耗部の補修には溶接・溶射が多く用いられますが、チョック(軸受箱)は薄肉部があり、熱影響によって歪みが発生する可能性があります。そこで、熱影響が少ない鉄めっきでチョック(軸受箱)の内径摩耗部位の補修をご提案いたしました。
長期間使用したチョック(軸受箱)の内径が摩耗して不具合が発生していました。
摩耗部の補修には溶接・溶射が多く用いられますが、チョック(軸受箱)は薄肉部があり、熱影響によって歪みが発生する可能性があります。そこで、熱影響が少ない鉄めっきでチョック(軸受箱)の内径摩耗部位の補修をご提案いたしました。
チョック(軸受箱)の鉄めっき補修の工程紹介
チョック(軸受箱)引取

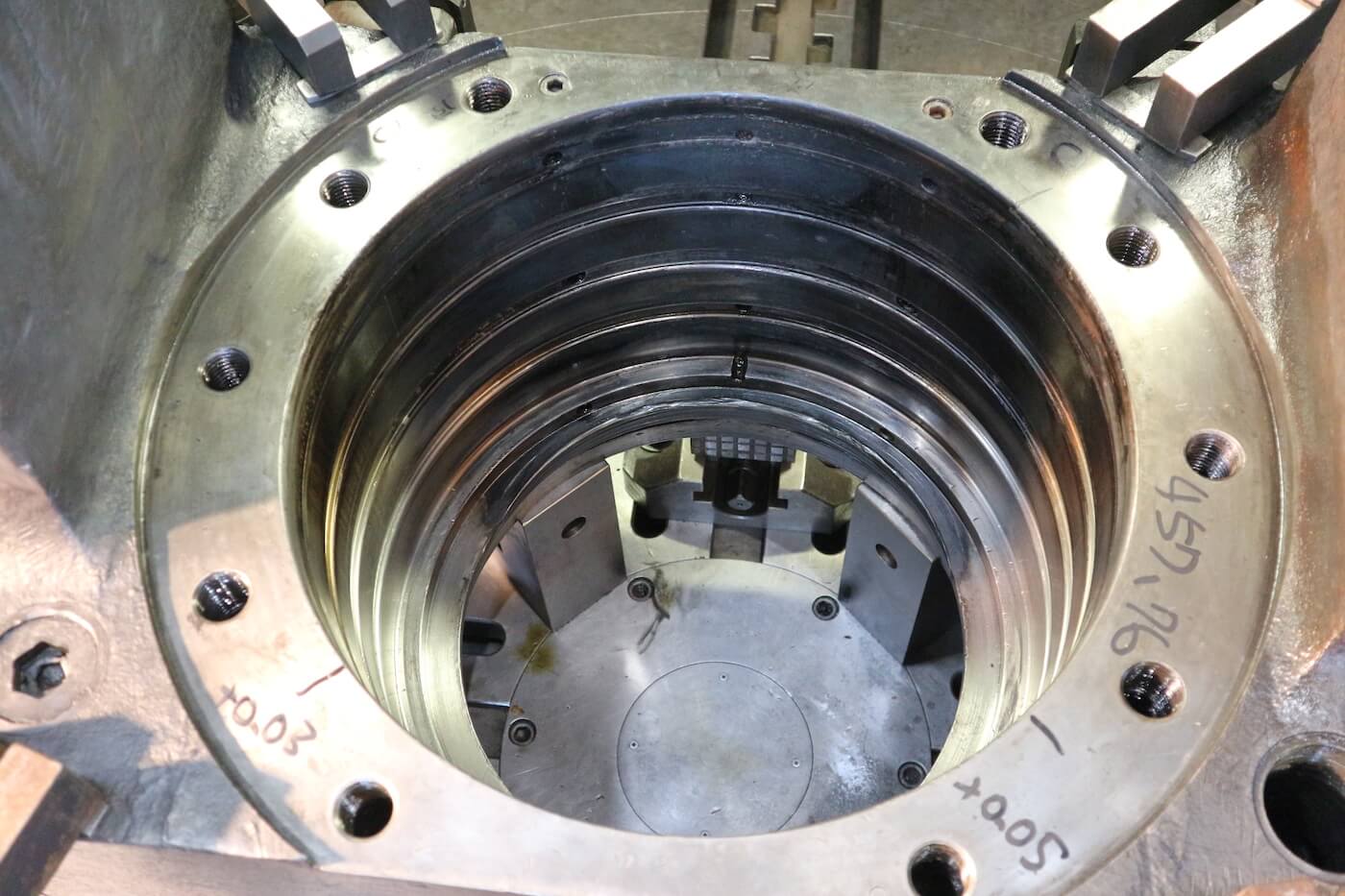


チョック(軸受箱)を引取したあと、受入検査を実施しました(外観の目視確認と寸法の計測)。
その結果、内径摩耗以外にもオイルシール当たり部が熱影響で溶けて変形している事を発見しました。この結果をお客様へご報告し、オイルシール当たり部の補修も合わせてご提案しました。
その結果、内径摩耗以外にもオイルシール当たり部が熱影響で溶けて変形している事を発見しました。この結果をお客様へご報告し、オイルシール当たり部の補修も合わせてご提案しました。
前加工




鉄めっき補修前に、前加工を実施。下地と摩耗部位を均一に加工し、鉄めっき加工に備えました。
鉄めっき




鉄めっきの施工温度が約100度と低いため、母材への影響・歪みはありませんでした。
ちなみに、鉄めっきは厚めっきが可能です。そのため、5mm程度の摩耗であれば補修できます。また、クロムめっきとの密着相性が良く、鉄めっき後にクロムめっき施工も可能です。
ちなみに、鉄めっきは厚めっきが可能です。そのため、5mm程度の摩耗であれば補修できます。また、クロムめっきとの密着相性が良く、鉄めっき後にクロムめっき施工も可能です。
オイルシール当たり部の変形の補修
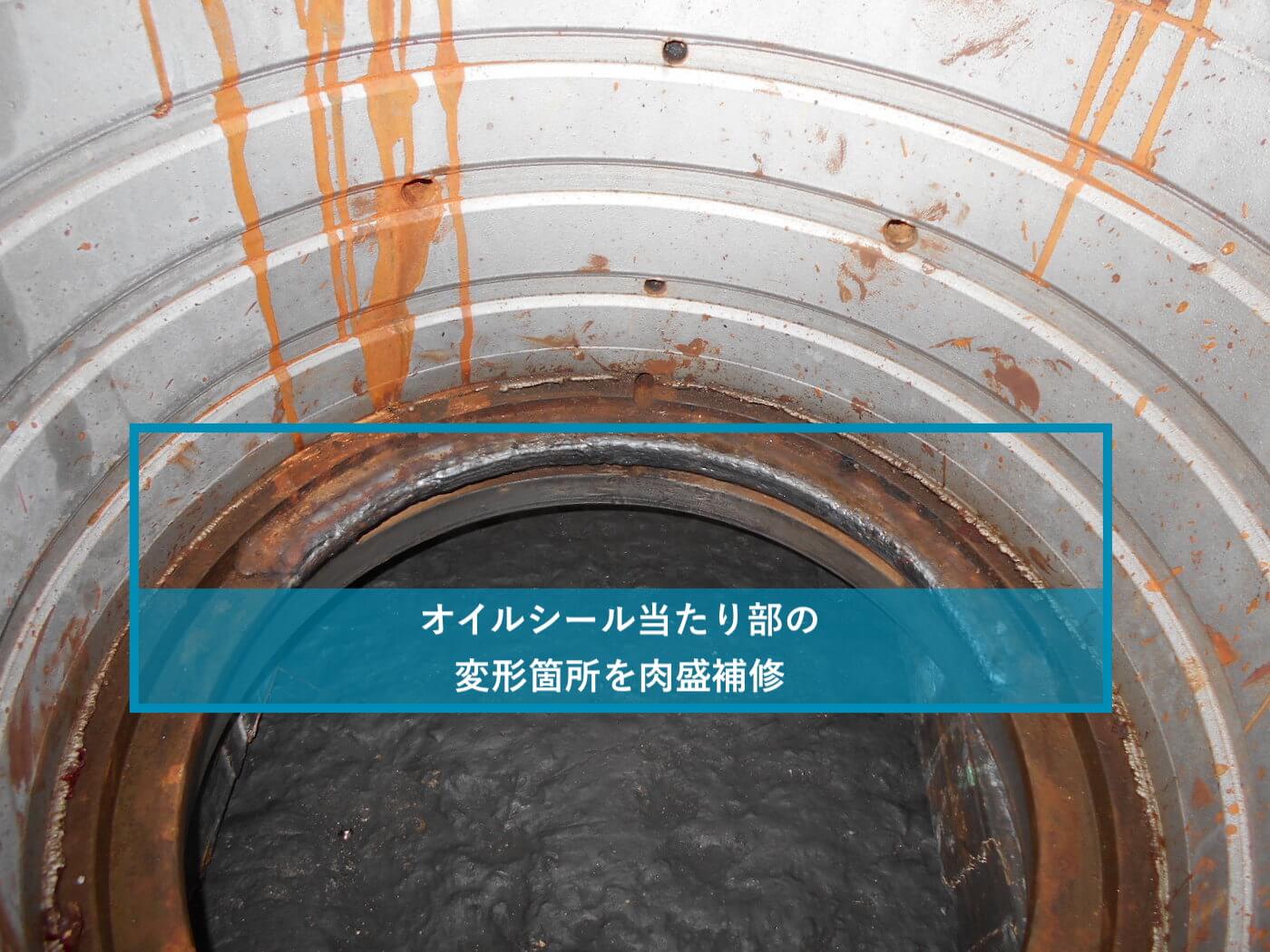
今回は、鉄めっき補修と合わせて、オイルシール当たり部の変形も補修しました。変形した箇所が大きくなかったので、肉盛溶接にて補修いたしました。
このように私たちは、ご依頼のあった箇所だけでなく、他部位の補修も合わせて対応することが可能です。
このように私たちは、ご依頼のあった箇所だけでなく、他部位の補修も合わせて対応することが可能です。
仕上加工



機械加工で最終の仕上げを行い、寸法計測を実施しました。今回は摩耗箇所が薄肉で熱影響の懸念があったため、鉄めっきを採用して補修いたしました。
チョック(軸受箱)をご利用のお客様には、定期的な点検と早めの補修をおすすめいたします。
本日も最後までご覧いただきありがとうございました。
チョック(軸受箱)をご利用のお客様には、定期的な点検と早めの補修をおすすめいたします。
本日も最後までご覧いただきありがとうございました。
チョック(軸受箱)の補修事例


[無料ダウンロード]工場設備の補修・メンテナンス事例集の資料はこちらから