INFORMATION
ベアリングハウジング(軸受箱、チョック)の内径補修事例
補修工程紹介
ロールなどの駆動部を支える軸受箱(チョック)の内径を鉄めっきで補修した事例をご紹介します。
軸受箱(チョック)の内径部分に入るベアリングがロックしたため、焦げ付きが発生し表面に凹凸ができました。凹凸がある状態で操業すると、動作精度が落ちてしまうため、内径寸法を調節する方法を検討しました。
当初は、新品製作も検討しましたが、現品を補修するほうが納期を短縮できるとわかり、軸受箱(チョック)の内径を鉄めっきで補修することになりました。
補修方法については、溶接・溶射・めっきの各種方法を検討。→軸受箱(チョック)の補修方法の比較図はこちらをご参照ください。
今回補修する軸受箱(チョック)の厚みが薄いため、溶接・溶射で熱を加えてしまうと歪みが発生すると予測されたため、鉄めっきの工法(施工温度100℃以下)を採用し、補修することになりました。
軸受箱(チョック)の内径部分に入るベアリングがロックしたため、焦げ付きが発生し表面に凹凸ができました。凹凸がある状態で操業すると、動作精度が落ちてしまうため、内径寸法を調節する方法を検討しました。
当初は、新品製作も検討しましたが、現品を補修するほうが納期を短縮できるとわかり、軸受箱(チョック)の内径を鉄めっきで補修することになりました。
補修方法については、溶接・溶射・めっきの各種方法を検討。→軸受箱(チョック)の補修方法の比較図はこちらをご参照ください。
今回補修する軸受箱(チョック)の厚みが薄いため、溶接・溶射で熱を加えてしまうと歪みが発生すると予測されたため、鉄めっきの工法(施工温度100℃以下)を採用し、補修することになりました。
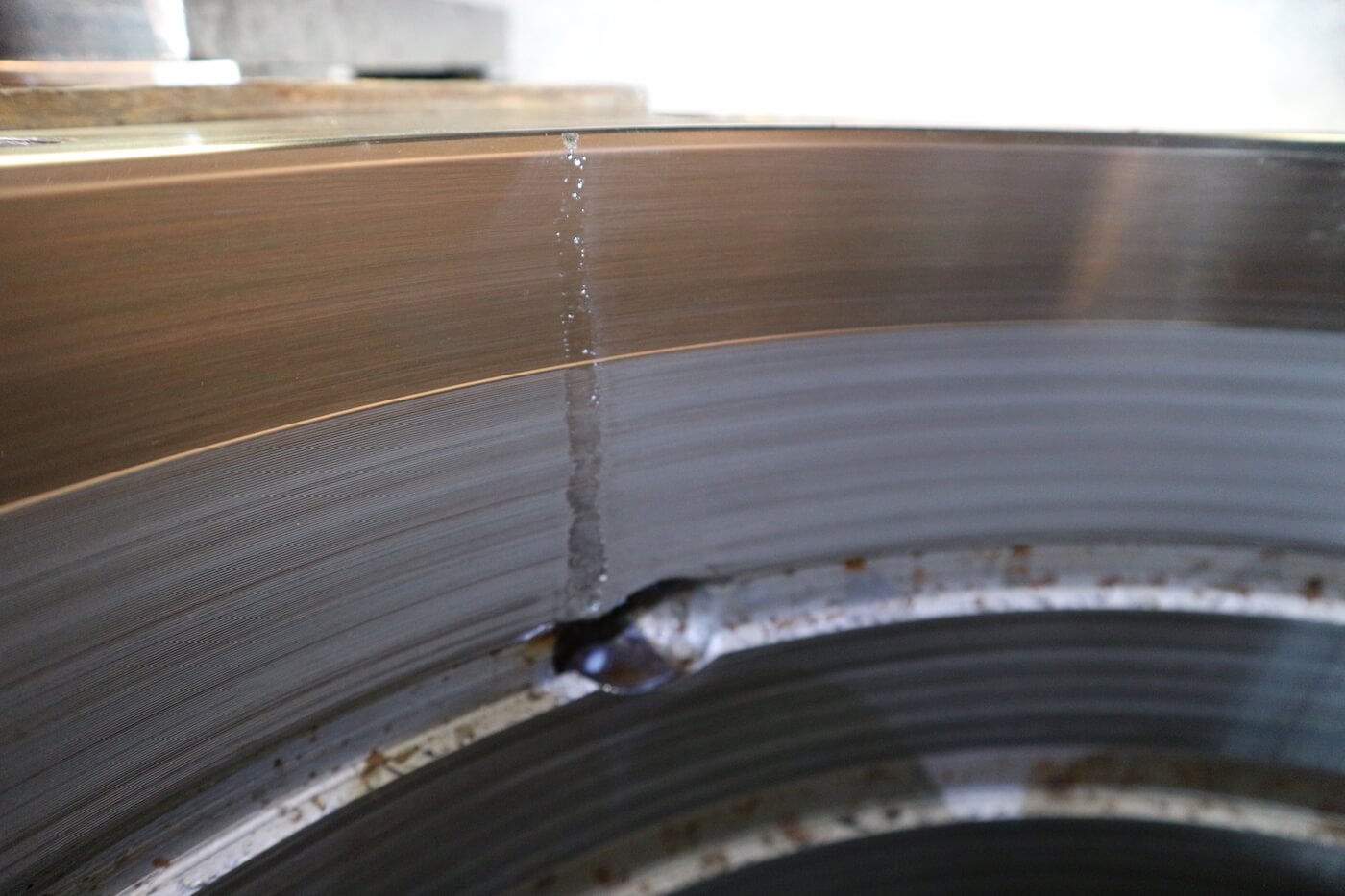
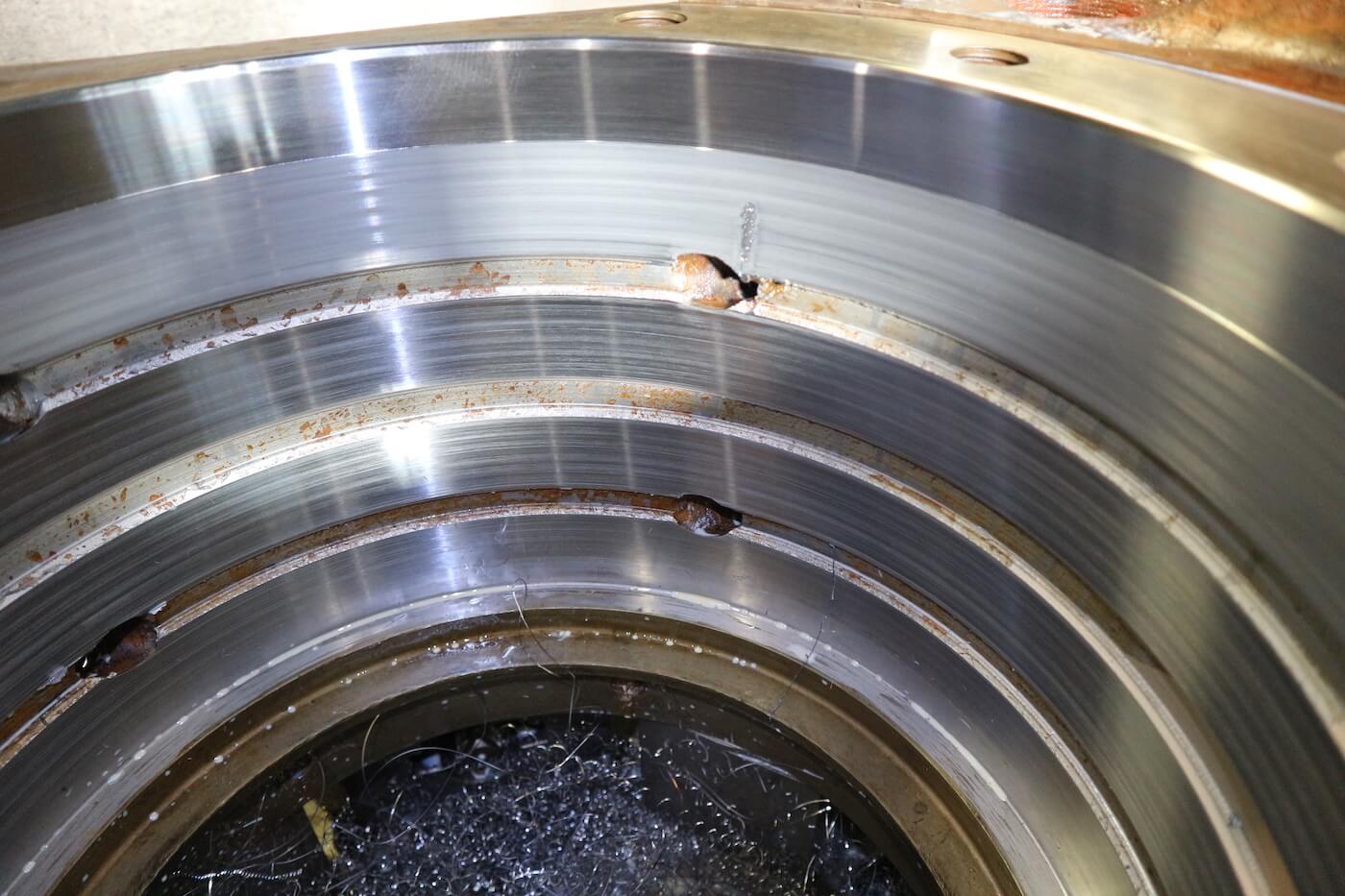
受入れ時【凹凸と傷がある】
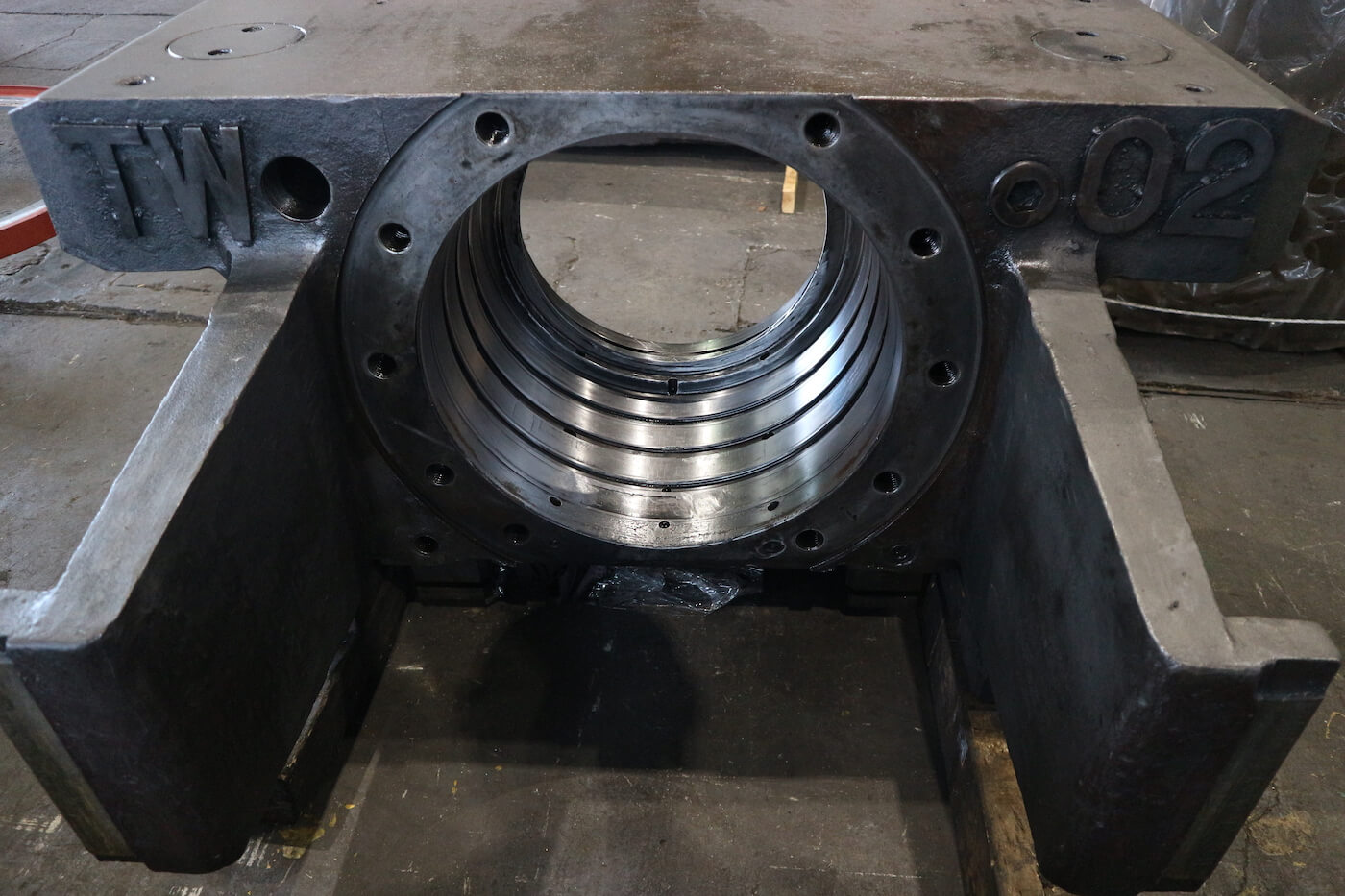


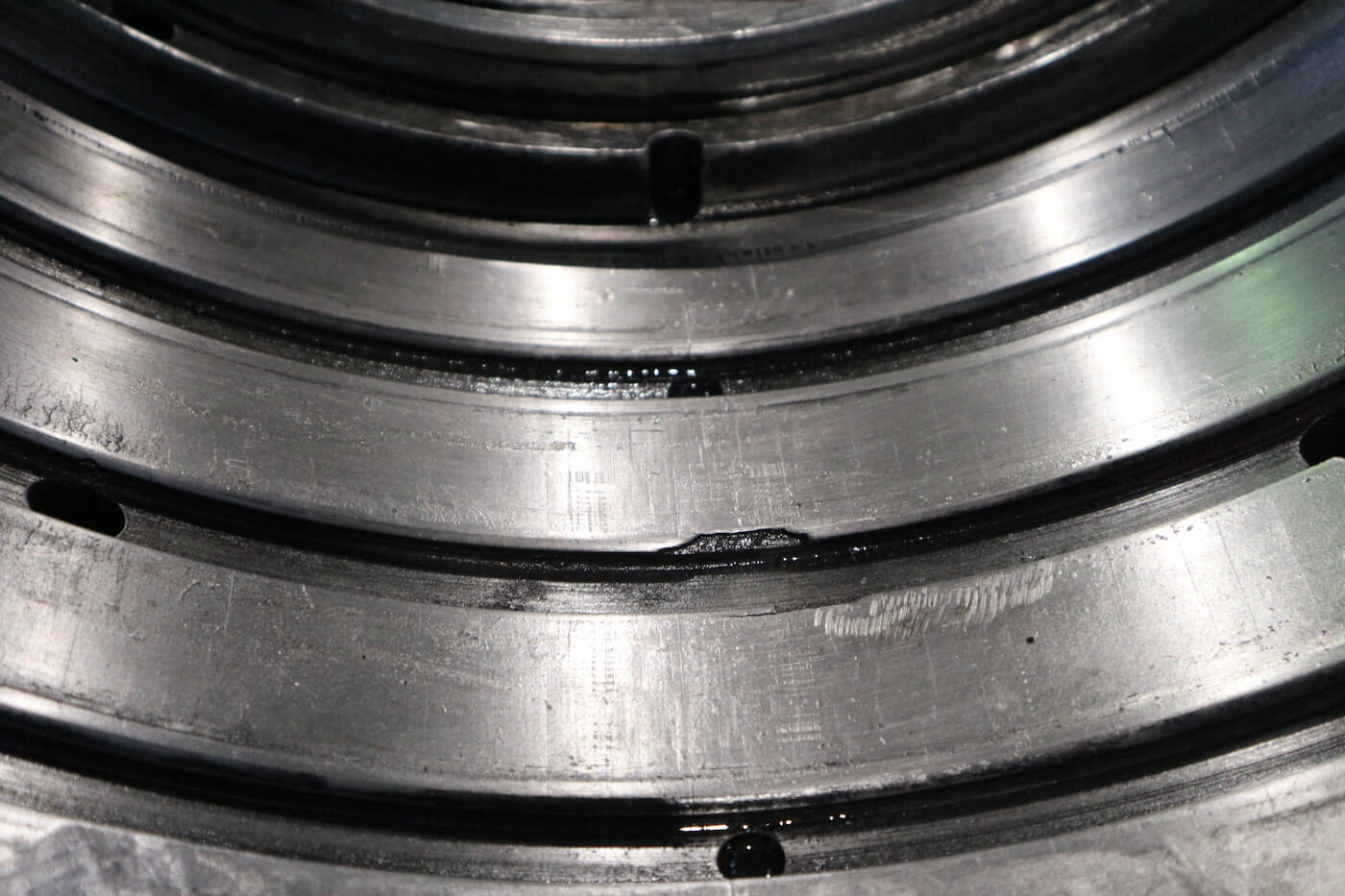
凹凸と傷が原因で、内径に歪みが発生
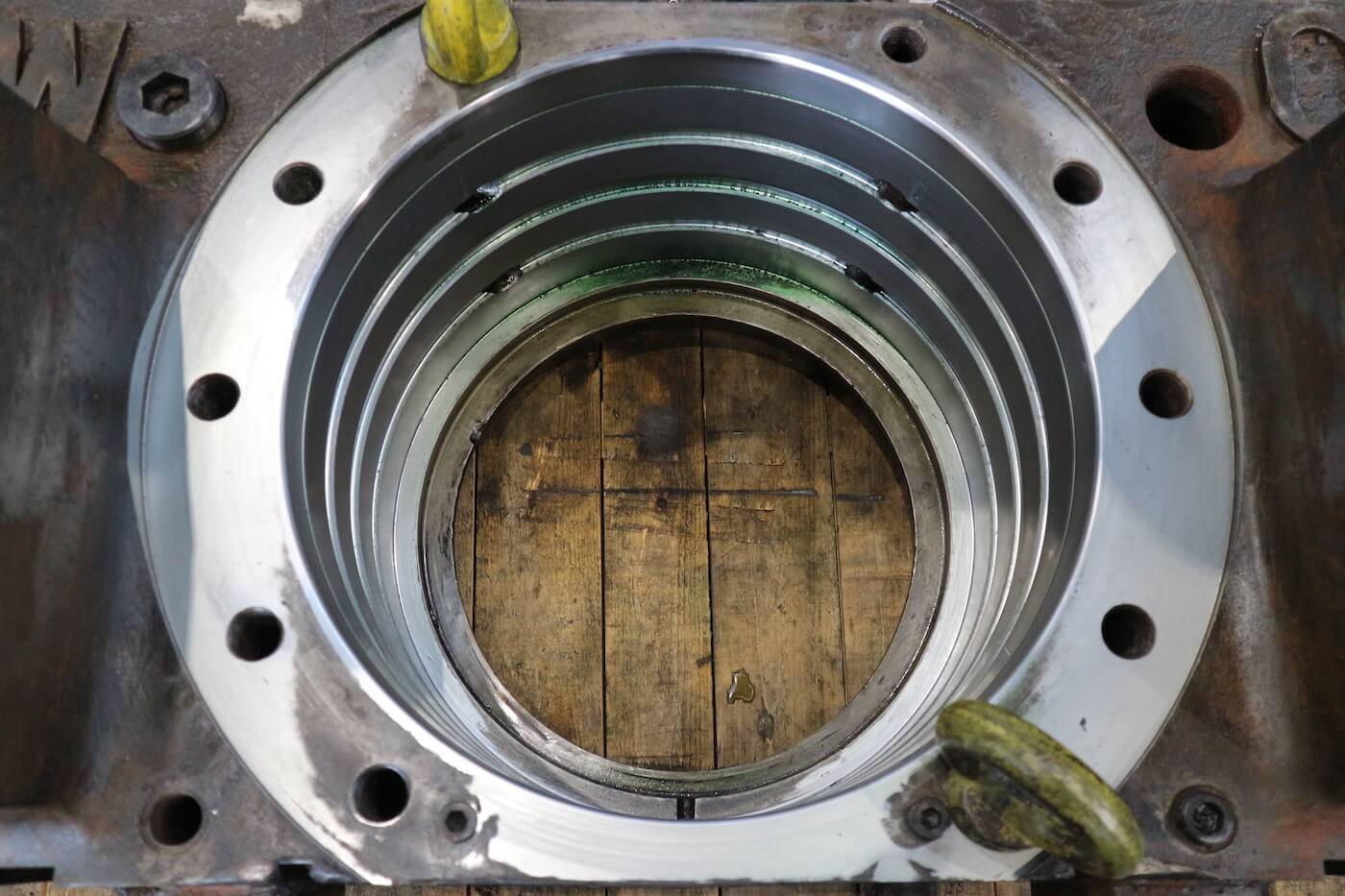
前加工後
前加工では、凸凹部分を下削りしました。凸凹を下削りすることで、鉄めっきが接着しやすくなります。
また、凸凹が激しく下削りしづらい部分でも鉄めっきが接着するよう、特殊加工を行いました。
また、凸凹が激しく下削りしづらい部分でも鉄めっきが接着するよう、特殊加工を行いました。




鉄めっき施工
鉄めっき前に、接着する箇所と接着させてはいけない箇所をチェックしました。
接着させてはいけない箇所にマスキング処理を実施し、めっき槽に異物が混入しないように念入りに下地処理を行いました。
接着させてはいけない箇所にマスキング処理を実施し、めっき槽に異物が混入しないように念入りに下地処理を行いました。

摩耗代が大きかったため、約2~3mmの厚みで鉄めっきを施工

後加工(機械加工)で削ることを想定し、オーバーサイズで鉄めっきを施工
後加工(機械加工で精度確保)
仕上げ加工時の寸法精度を確保する為に、鉄めっき後に機械加工を実施しました。

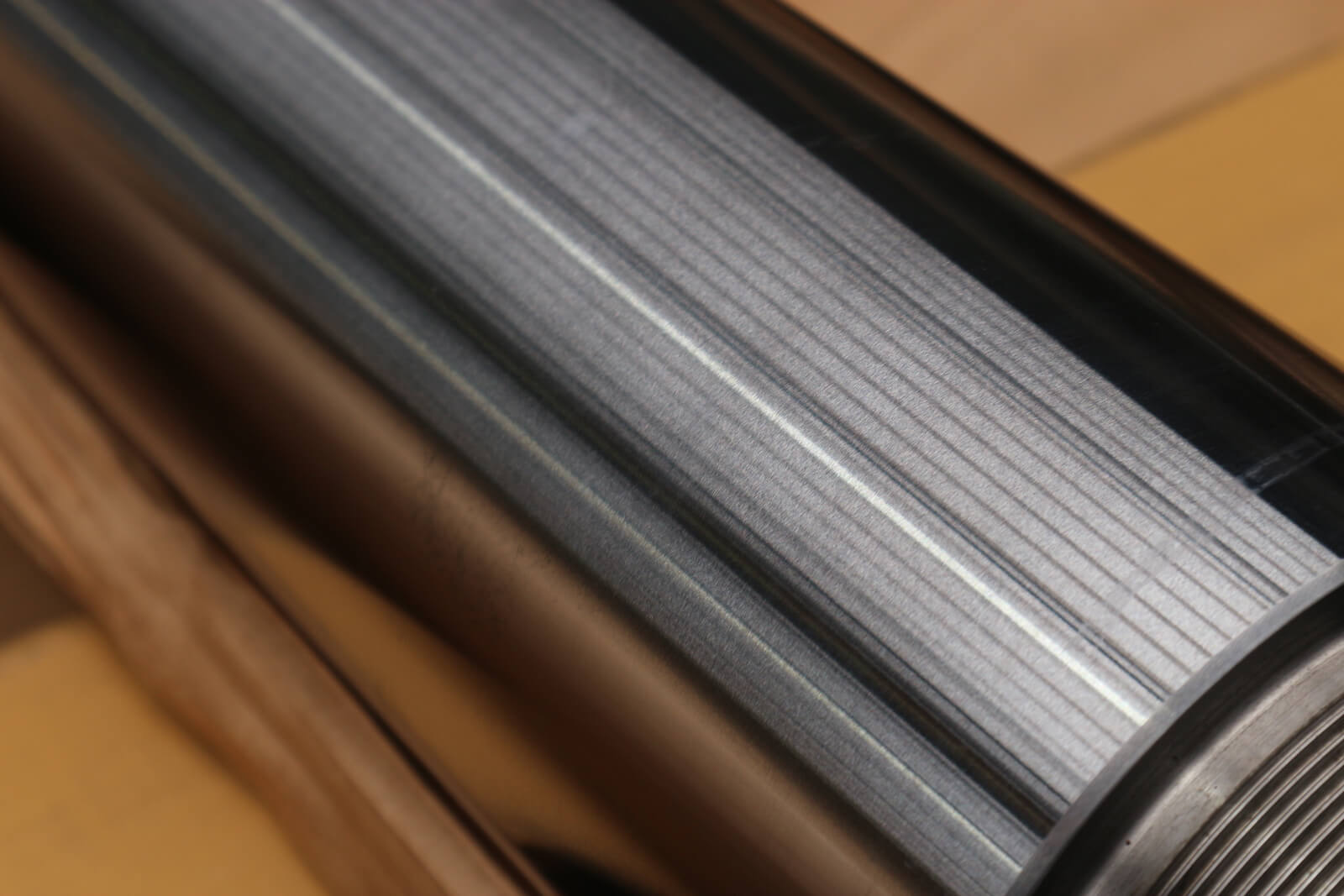
仕上加工後(完成状態)
仕上加工を施工し、お客様へ納品する準備が整いました。
傷や凸凹はなくなり、綺麗な真円となり精度が確保されました。鉄めっきの工法(施工温度100℃以下)を採用したため、熱影響による歪みは起きず、内径部分を補修することができました。
傷や凸凹はなくなり、綺麗な真円となり精度が確保されました。鉄めっきの工法(施工温度100℃以下)を採用したため、熱影響による歪みは起きず、内径部分を補修することができました。



今回のように、局部的な摩耗が発生した場合、他部分への影響を与えにくい鉄めっきが補修方法として優れています。
千代田商事には、鉄めっきによる補修事例が豊富にございます。設備の老朽化、設備の摩耗などでお困りの方は、下記の事例も合わせてご参照ください。
千代田商事には、鉄めっきによる補修事例が豊富にございます。設備の老朽化、設備の摩耗などでお困りの方は、下記の事例も合わせてご参照ください。

[無料ダウンロード]工場設備の補修・メンテナンス事例集の資料はこちらから