INFORMATION
鉄めっきを利用した部材の補修・修復
補修工程紹介
いつも千代田商事のWebサイト・ブログをご覧いただき、ありがとうございます。千代田商事の亀井です。
今日のブログは「鉄めっきを利用した部材の補修・修復方法」について、他手法との比較やメリット、事例などをご紹介します。
今日のブログは「鉄めっきを利用した部材の補修・修復方法」について、他手法との比較やメリット、事例などをご紹介します。
他手法との比較
| 鉄めっき | 溶接 | 溶射 | 鉄めっきの特徴 | |
|---|---|---|---|---|
| 母材影響度 | ◎ | × | △ | 最高処理温度80℃ |
| 熱歪み | ◎ | × | △ | 母材への影響なし |
| 熱亀裂 | ◎ | × | △ | 母材への影響なし |
| 防錆効果 | ◎ | × | × | 母材を完全保護(低気孔率) |
| 切削性 | ◎ | × | △ | Hv140~150(ショアHs20前後) |
| 密着度 | ○ | ◎ | △ | 12kg/mm2以上 |
| 費用 | △ | × | ○ | 施工面が大きくなるほど単価減少 |
| 工期 | × | ○ | △ | 析出速度300μ~500μ/日 |
鉄めっきを採用する最大のメリットは、繰り返しの補修・修復が可能なことです。
上記の図にあるように、最高処理温度が低め(100℃以下)で母材影響度が少ないことが理由で、同じ部材・母材を何度も補修・修復できます。
一方で、他手法(溶接・溶射)と比較すると、1回あたりのコストが高く納期も長めです。
上記の図にあるように、最高処理温度が低め(100℃以下)で母材影響度が少ないことが理由で、同じ部材・母材を何度も補修・修復できます。
一方で、他手法(溶接・溶射)と比較すると、1回あたりのコストが高く納期も長めです。
次は、鉄めっきと溶接のコストを比較していきます。
【図】鉄めっきと溶接による補修(修復)のコスト差
1回あたりのコストが高く納期が長い鉄めっき。ただし、長期的に見れば溶接よりもコストを削減できます。
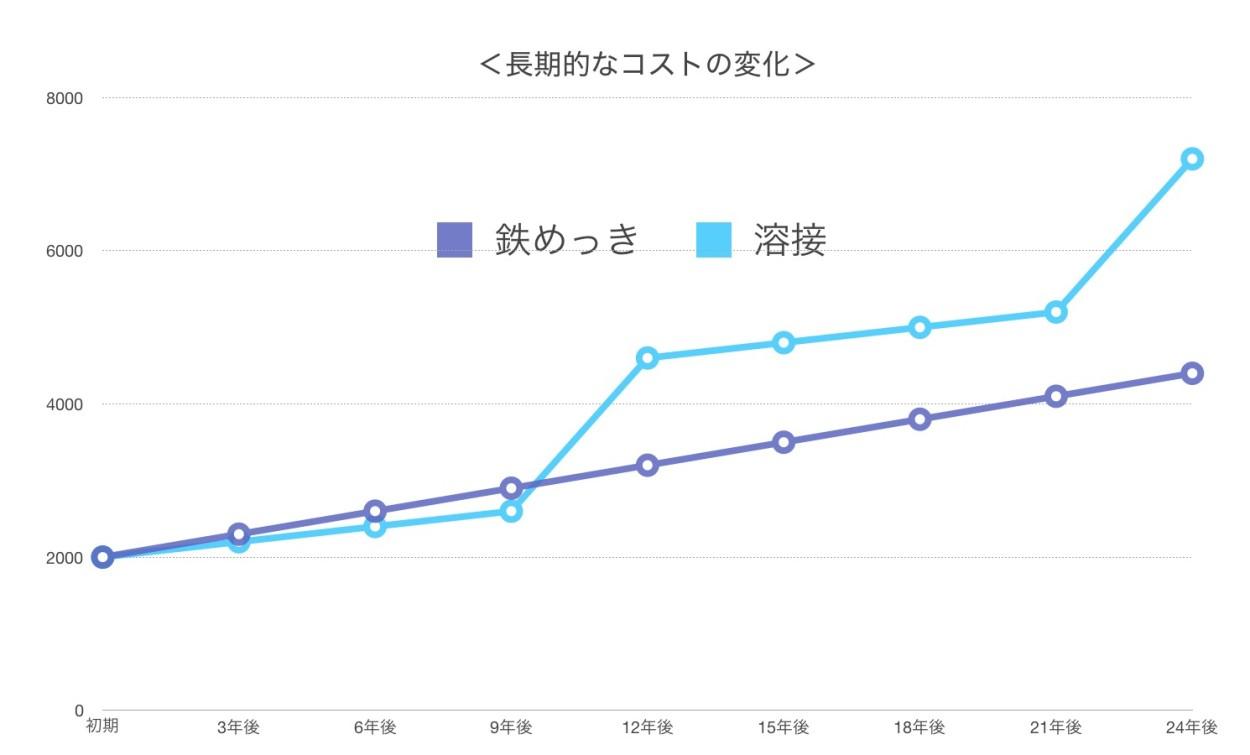
・初期新品購入費用:2000万円
・溶接 200万円/回(補修・修復の上限回数3回)
・鉄めっき 300万円/回(補修・修復の上限回数なし)
※両手法ともに、3年毎の補修・修復をした場合を想定
※溶接を3回実施した場合、4回目のタイミングでは新品購入が必要と想定
3回までという上限がある溶接と比較すると、鉄めっきによる 補修・修復を採用することで新品購入する必要がなくなり、長期的にコストを削減することが可能です。
・溶接 200万円/回(補修・修復の上限回数3回)
・鉄めっき 300万円/回(補修・修復の上限回数なし)
※両手法ともに、3年毎の補修・修復をした場合を想定
※溶接を3回実施した場合、4回目のタイミングでは新品購入が必要と想定
3回までという上限がある溶接と比較すると、鉄めっきによる 補修・修復を採用することで新品購入する必要がなくなり、長期的にコストを削減することが可能です。
軸受箱(チョック)の摩耗した内径の補修・修復に鉄めっきの事例
・大型部材は、新品製作にかかるコストが大きい
・溶接を採用すると、熱負荷の大きさから部材・母材の寿命が縮まる
このような背景から、チョック(軸受箱)の補修・修復には、鉄めっきをお勧めします。鉄めっきによる補修・修復の施工事例は以下の流れです。
・溶接を採用すると、熱負荷の大きさから部材・母材の寿命が縮まる
このような背景から、チョック(軸受箱)の補修・修復には、鉄めっきをお勧めします。鉄めっきによる補修・修復の施工事例は以下の流れです。
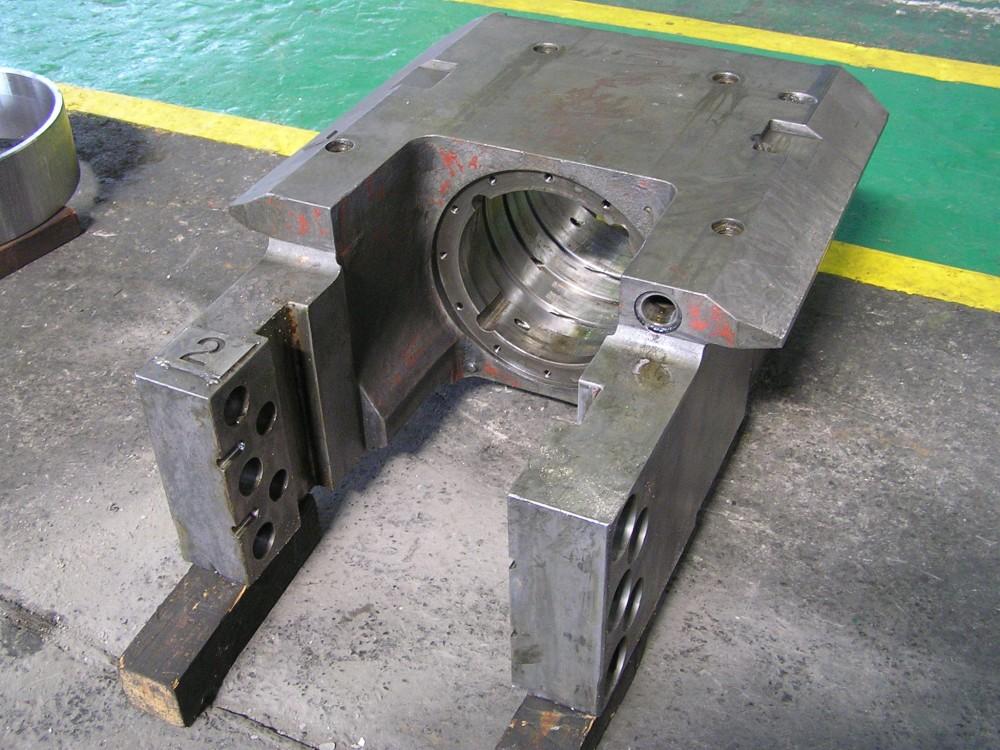
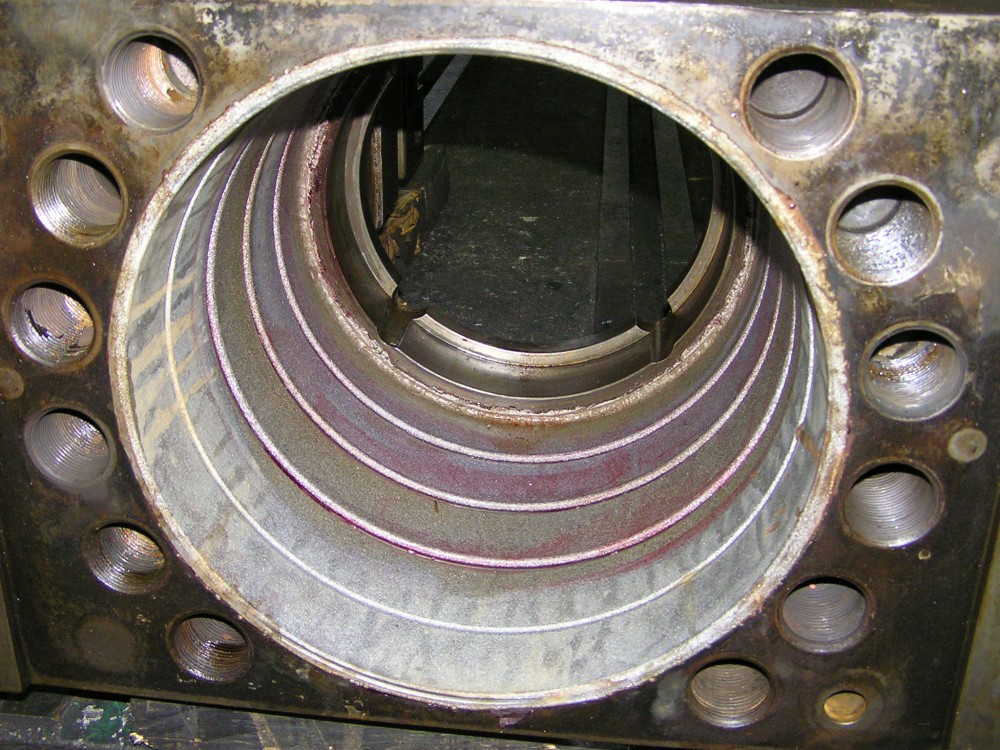
受け入れ時の部材・母材


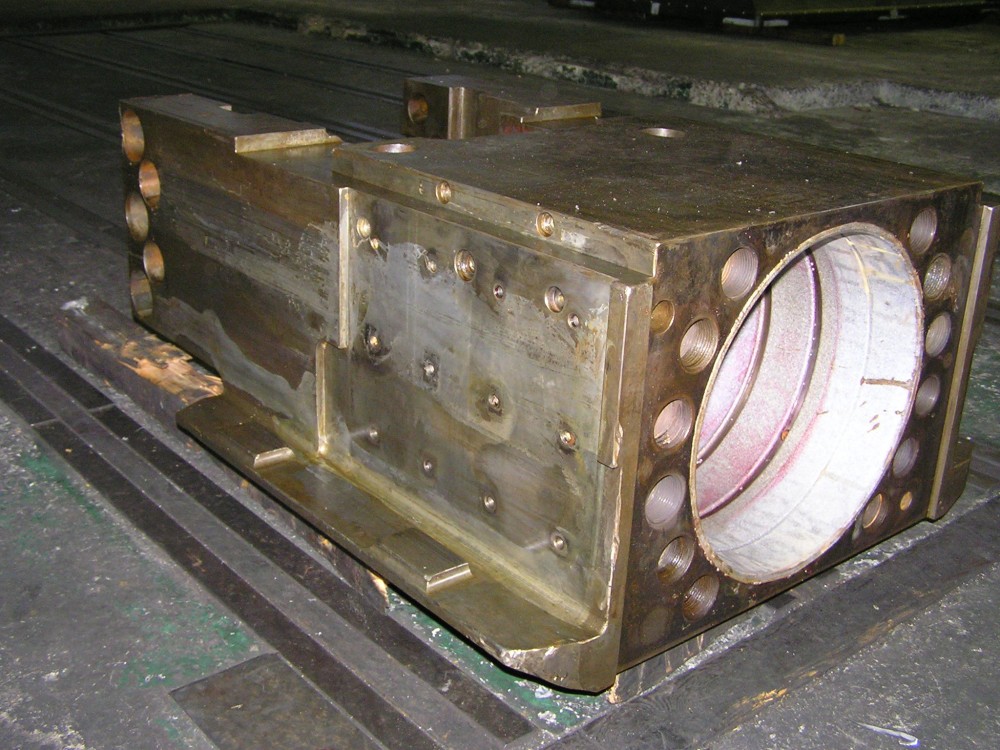
前加工 実施後

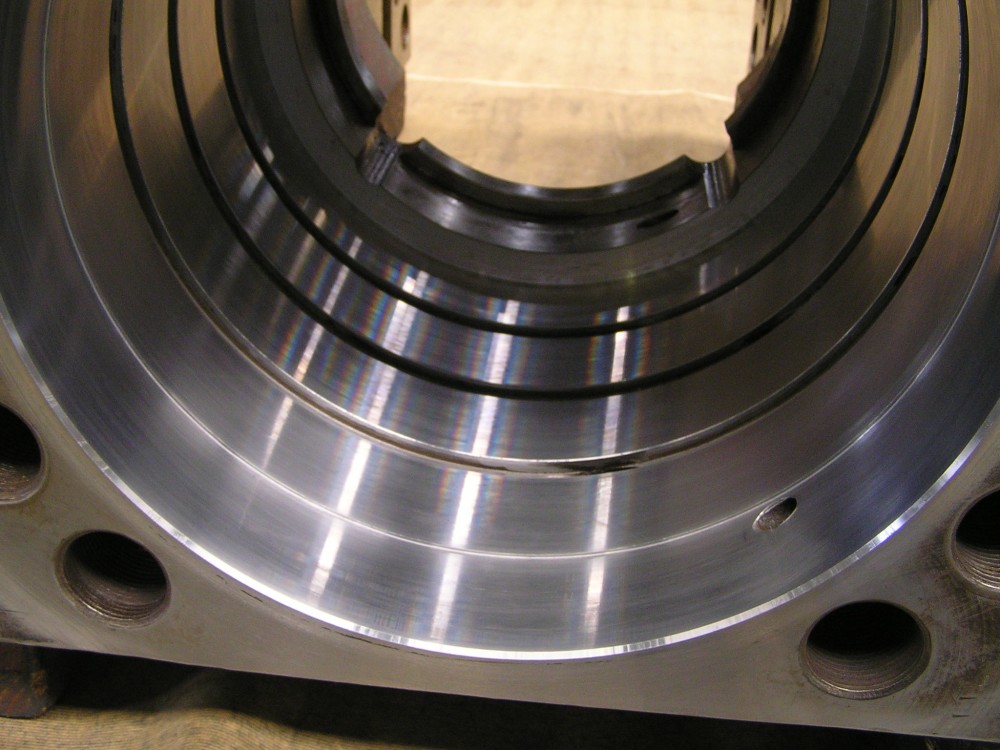
鉄めっき 補修・修復後
仕上げ 完成
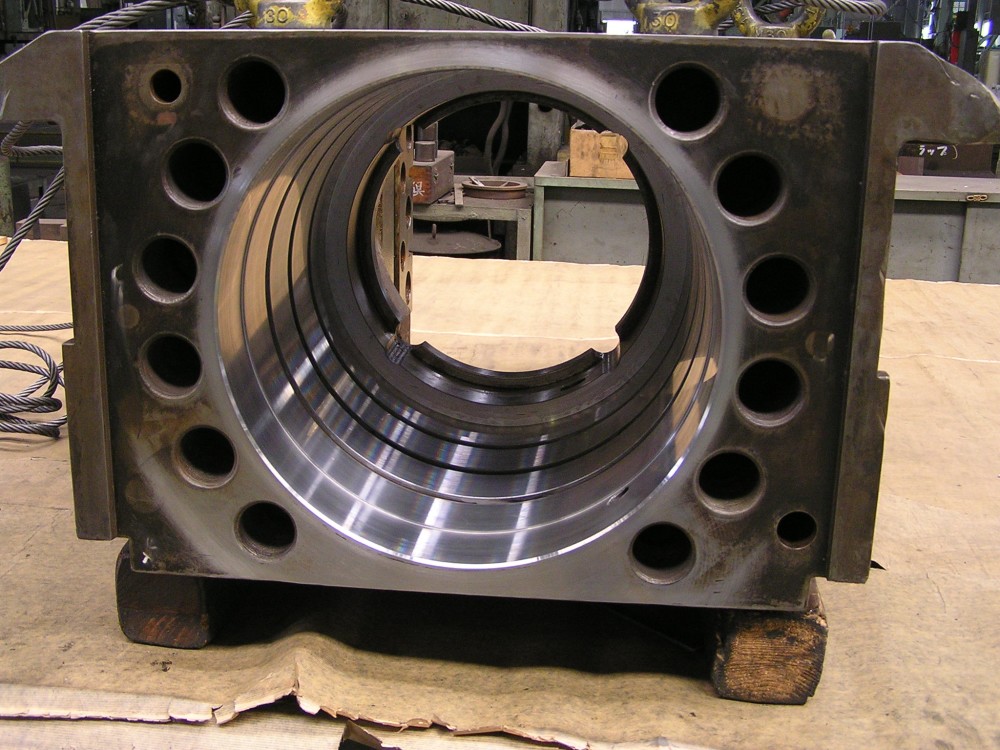
鉄めっき補修・修復は、繰り返し施工ができます。施工温度が100℃以下と溶接や溶射に比べて低く、母材への影響度が低いのがその理由です。また、めっき厚を確保でき、多少の摩耗でも補修・修復が可能です。
長期的に見ればコスト削減にも貢献する鉄めっきの補修・修復。チョック(軸受箱)などの補修や修復でお困りの方は、ぜひご検討ください。
長期的に見ればコスト削減にも貢献する鉄めっきの補修・修復。チョック(軸受箱)などの補修や修復でお困りの方は、ぜひご検討ください。
[無料ダウンロード]工場設備の補修・メンテナンス事例集の資料はこちらから